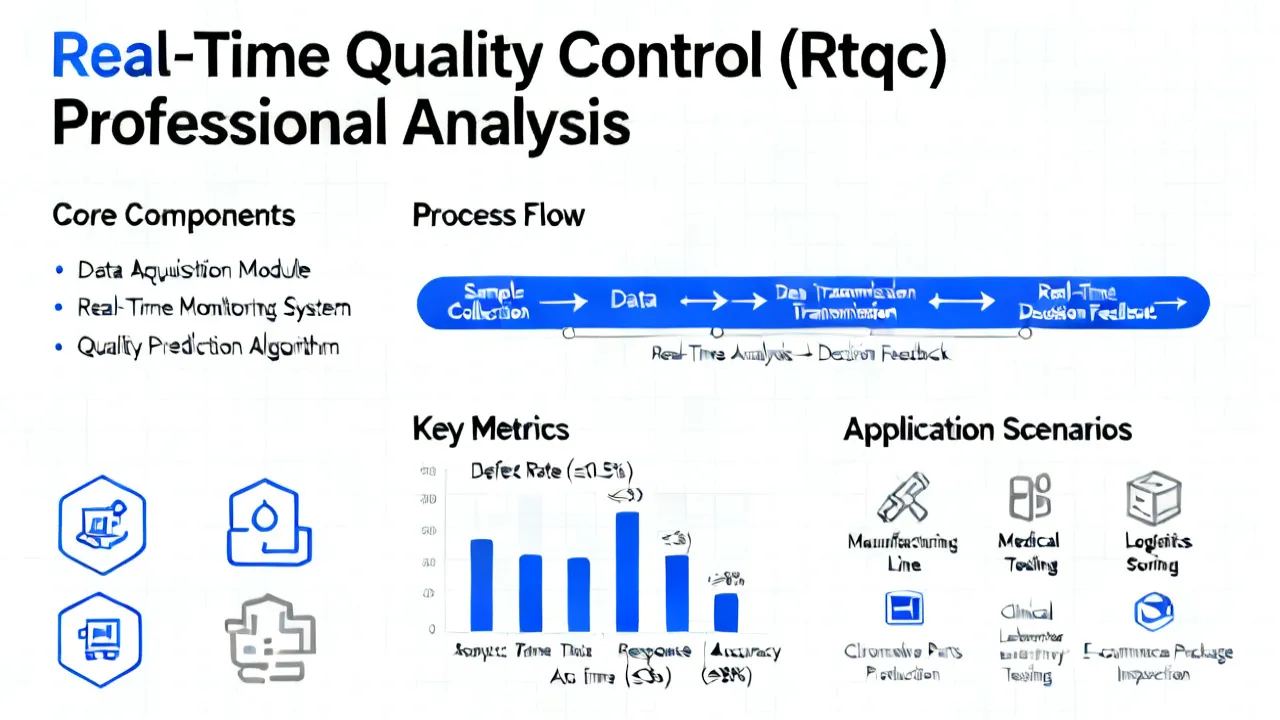
Understanding the Vital Role of Rtqc
This article delves into the significance and implementation of Rtqc in various industries, highlighting its essential role in ensuring quality and efficiency. The term Rtqc typically stands for Real-Time Quality Control, a pivotal process across manufacturing and service industries for monitoring and improving product quality in real-time. By leveraging sophisticated technologies, Rtqc aids organizations in maintaining high standards and minimizing defects, thereby enhancing customer satisfaction and operational proficiency.
Introduction to Rtqc
Real-Time Quality Control (Rtqc) is a critical component in the operational framework of both manufacturing and service industries. It represents a process that enables businesses to monitor and manage product quality instantaneously. This capability allows for the immediate identification and rectification of defects, resulting in substantial benefits such as improved product reliability, reduced waste, and enhanced customer satisfaction. In the current competitive market, the implementation of Rtqc is not just an added advantage but a necessity for sustainability and growth. In a world where consumer expectations are at an all-time high, ensuring quality through efficient control measures is more vital than ever.
The Importance of Rtqc
Rtqc involves continuous monitoring of production processes through sophisticated technological tools and methodologies. This real-time monitoring is crucial for several reasons. Firstly, it significantly decreases the time lag between defect detection and correction, thus minimizing the potential for defective products reaching the market. Traditional quality control methods typically involve sampling and statistical analysis of product batches, which can lead to delays in identifying issues. Rtqc, in contrast, enables manufacturers to detect defects in real time, offering a substantial edge in quality assurance.
Secondly, it provides a mechanism for continuous feedback and improvement in processes, which in turn enhances overall efficiency and reduces operational costs. Through real-time data, organizations can adjust processes on-the-fly, eliminating the inefficiencies of conducting quality assessments at the end of production runs. The data obtained can also lead to breakthrough innovations in production processes through data-driven decisions.
Lastly, by improving product quality, Rtqc directly influences customer satisfaction and brand loyalty. In an era where consumers are increasingly willing to voice their opinions online, companies that fail to deliver quality can quickly find themselves facing reputational damage. By investing in Rtqc systems, businesses not only fulfill their promise of quality but can also cultivate enduring relationships with their customer base, thereby enhancing brand loyalty and trust.
Integration of Rtqc in Industries
The application of Rtqc varies across different sectors. In the automotive industry, for instance, Rtqc systems are integrated into assembly lines to ensure that each component meets strict safety and performance standards before it gets assembled. The automotive industry is particularly sensitive to quality due to the catastrophic consequences of failures, such as recalls and severe safety risks. Utilizing Rtqc, manufacturers can employ high-definition cameras and sensors to assess components in real time, ensuring that even minute defects are caught immediately.
In the pharmaceutical sector, real-time monitoring of batch quality and compliance with regulatory standards is paramount to ensure the safety and efficacy of medications. Since pharmaceutical products are critically linked to human health, the implementation of Rtqc can prove life-saving. Technologies like RFID tracking and automated sampling systems allow pharmaceutical companies to maintain tight control over quality, significantly reducing the risk of non-compliance and reinforcing public trust.
The use of Rtqc in technology manufacturing helps in detecting defects in circuits and semiconductor components, thus maintaining the high standards needed for electronic devices. The electronic industry faces immense pressure for perfection; even the slightest imperfection can lead to failure. Thus, sophisticated imaging technology combined with real-time data analytics is leveraged to ensure that only the highest quality components are used in manufacturing processes.
The hospitality and service industries utilize Rtqc systems to manage service delivery and customer feedback, leveraging this immediate data to enhance customer experience. For example, hotels and restaurants can implement real-time feedback tools that allow them to gain insights into customer satisfaction levels instantly. This immediate information enables businesses to make prompt adjustments to service quality, ensuring that guests enjoy optimal experiences.
Technologies Behind Rtqc
Several technologies drive the effectiveness of Rtqc. Sensors and IoT devices play a pivotal role in data collection, providing real-time updates on production status and quality metrics. These smart devices gather data throughout the production process, from raw materials until the final product is packaged. Coupled with advanced analytics and AI algorithms, these systems can predict potential issues before they become significant problems, thus enabling preemptive measures. Machine learning algorithms analyze historical quality control data to develop models that can identify impending defects based on real-time inputs.
Cloud computing facilitates the storage and processing of vast amounts of data, which is essential for the seamless operation of Rtqc systems. It allows organizations to centralize their quality data in one location, making it easier for quality assurance teams to access, analyze, and report findings. Furthermore, machine learning enhances the capacity to learn from data patterns to forecast potential quality hurdles, fostering an environment of constant improvement and preemptive action. By implementing sophisticated algorithms, companies can elevate their prediction accuracy for quality issues, allowing for prompt interventions.
Moreover, the integration of big data analytics plays a crucial role in enhancing the capabilities of Rtqc systems. By analyzing large data sets from various sources, organizations can derive valuable insights that contribute to strategic planning and operational efficiency. For instance, in the fashion industry, retailers can assess quality metrics from clothing production lines and correlate them with customer feedback to make informed decisions on material sourcing and design.
Benefits of Implementing Rtqc
Adopting Rtqc in business processes yields numerous benefits. Companies can achieve higher product quality and consistency, leading to enhanced brand reputation and customer loyalty. The importance of consistent quality cannot be overstated, as variations can lead to customer dissatisfaction and loss of trust. Moreover, real-time defect detection reduces rework and waste, thereby saving costs and resources. By addressing quality issues promptly, organizations can minimize the additional costs associated with waste management, reprocessing defective goods, and managing customer returns.
Additionally, it helps companies comply with stringent industry standards and regulations, which is critical for market access and trust. Industries such as food production, pharmaceuticals, and aerospace have rigorous regulations governing quality control. The implementation of Rtqc systems assists organizations in maintaining compliance while also documenting evidence of quality performance for regulatory bodies. This process streamlines compliance audits and reduces the potential for legal repercussions.
By fostering a culture of continuous improvement, Rtqc plays a vital role in ensuring long-term business success. Through real-time insights, organizations can engage in proactive problem-solving, which contributes to a dynamic work environment focused on excellence. Companies that prioritize Rtqc cultivate an ingrained ethos of quality that permeates the organizational culture, driving innovation and employee engagement.
| Industry | Rtqc Application |
|---|---|
| Automotive | Real-time monitoring of assembly line processes to ensure component quality and safety compliance. |
| Pharmaceutical | Ensuring batch quality and compliance with healthcare regulations in real-time. |
| Technology Manufacturing | Detection of defects in semiconductor and circuit manufacturing for electronic devices. |
| Hospitality and Services | Monitoring service delivery and customer feedback for immediate improvement measures. |
Challenges and Considerations
While Rtqc provides significant advantages, there are challenges associated with its implementation. High initial investment costs often pose a barrier to entry, particularly for small and medium enterprises (SMEs) that may lack the capital needed to invest in sophisticated quality control technologies. Additionally, the integration of Rtqc systems within existing infrastructure might require substantial customization and calibration to align with specific organizational processes. This challenge can lead to extended implementation timelines and disruption of normal operations.
Data management complexities also present significant hurdles. With the vast amounts of data generated by Rtqc systems, organizations must have robust data management strategies in place to effectively handle, analyze, and interpret this information. Companies need to ensure that they have the right analytical tools and personnel skilled in data analytics to leverage real-time data effectively.
Moreover, the need for skilled personnel to interpret data effectively is another challenge businesses face. Training existing staff or hiring new talent skilled in data analysis and quality control can increase operational costs. Companies must invest in development programs to encourage a workforce that can thrive in a data-driven environment. The industrial shift towards automation and artificial intelligence in quality control demands continuous upskilling of employees to keep pace with technological advancements.
Lastly, there is also the challenge of ensuring data security and privacy. As organizations increasingly rely on cloud-based systems for data storage and processing, the risk of cyber threats grows. Organizations must implement stringent cybersecurity measures to protect sensitive data while complying with data protection regulations, such as GDPR or HIPAA, depending on the industry.
Future of Rtqc
The future of Rtqc is intrinsically linked with advances in technology. The continuous evolution of AI, machine learning, and IoT is expected to propel Rtqc capabilities forward, enabling even more precise and efficient quality control methods. As global competition intensifies and consumer expectations rise, the adoption of Rtqc will likely become more widespread across emerging markets and sectors. Furthermore, we can expect advancements in predictive analytics that will enhance the capacity to foresee product quality issues before they occur, creating opportunities for brands to exceed customer expectations entirely.
Additionally, as businesses endeavor to adopt more sustainable practices, Rtqc can play an essential role in supporting sustainability goals. By enabling precise quality assurance processes, organizations can minimize waste, reduce resource consumption, and foster environmentally friendly production methods. The integration of Rtqc into circular economy models positions organizations not only as leaders in quality assurance but also as advocates for sustainable practices.
As smart manufacturing and Industry 4.0 continue to evolve, the integration of Rtqc with new technologies like blockchain for transparency and traceability is a possibility worth considering. The application of blockchain technology can provide immutable records of product quality throughout the supply chain, further enhancing consumer trust and confidence in products. Driving improvements in quality assurance through Rtqc will inevitably lead to more streamlined production processes, optimized supply chains, and better product outcomes for businesses and consumers alike.
FAQs
Q: What is Rtqc?
A: Rtqc stands for Real-Time Quality Control, a process used to monitor and improve product quality instantaneously during production.
Q: Why is Rtqc important?
A: It reduces waste, improves quality consistency, enhances customer satisfaction, and helps ensure regulatory compliance.
Q: What technologies support Rtqc?
A: Key technologies include IoT devices, sensors, cloud computing, AI, and machine learning.
Q: What are the challenges of implementing Rtqc?
A: Challenges include high initial costs, integration with existing infrastructure, data management, and the need for skilled personnel.
Q: Will Rtqc remain relevant in the future?
A: Yes, as technology evolves, Rtqc is expected to become even more crucial for businesses to maintain high standards of quality while enhancing operational efficiencies.
In conclusion, Rtqc serves as a transformative approach in enhancing quality and efficiency within various industries. Its deep integration into organizational processes not only upholds high standards but also drives continuous improvement, ensuring businesses remain competitive in a dynamic market environment. The success of an organization increasingly hinges on its capability to rapidly adapt, innovate, and uphold high-quality standards, making Rtqc an invaluable asset for any forward-thinking company.
-
1

Explore the Tranquil Bliss of Idyllic Rural Retreats
-
2
Unlock the Full Potential of Your RAM 1500: Master the Art of Efficient Towing!
-
3
Leveraging High-Interest CDs for Optimized Investment Returns
-
4
How to Take Advantage of Debt Consolidation Loans: Key Strategies
-
5
Understanding Debt Consolidation Loans: Weighing Advantages and Disadvantages